功率(kw):
1500W重量(kg):
300KG規格外形(長*寬*高):
1850×500×1450看了精密單層實驗室流延機的用戶又看了
 留言詢價
留言詢價
虛擬號將在 180 秒后失效
使用微信掃碼撥號
流延工藝是將聚合物加熱、熔融、塑化,經口模擠出,在牽引力作用下進行拉伸,經流延輥冷卻成型,得到流延基膜。在***原料充分熔融、塑化的基礎上,聚合物熔體在模頭流道中的流動狀況會影響其內部分子取向,同時影響出口處熔體的流動均勻性。
流動性與流道結構的合理性,材料本身的分子結構和熱物理性質,以及加工工藝參數有關。薄膜離開模頭后,熔體經過一個短的間隙到達流延輥,其寬度會減小,形成頸縮缺陷,同時伴隨著啞鈴邊的生成。如果在不穩定熔融加工中,流延薄膜的厚度會發生周期性變化,即拉伸共振現象,表面張力和拉伸比對其影響很大。當薄膜流延至冷卻輥后,其幾何形狀變化減少,但溫度急劇下降,冷卻作用占據主導地位,由熔融狀態冷卻結晶轉變為高彈態,冷卻的均勻性也決定了流延產品的質量與性能。
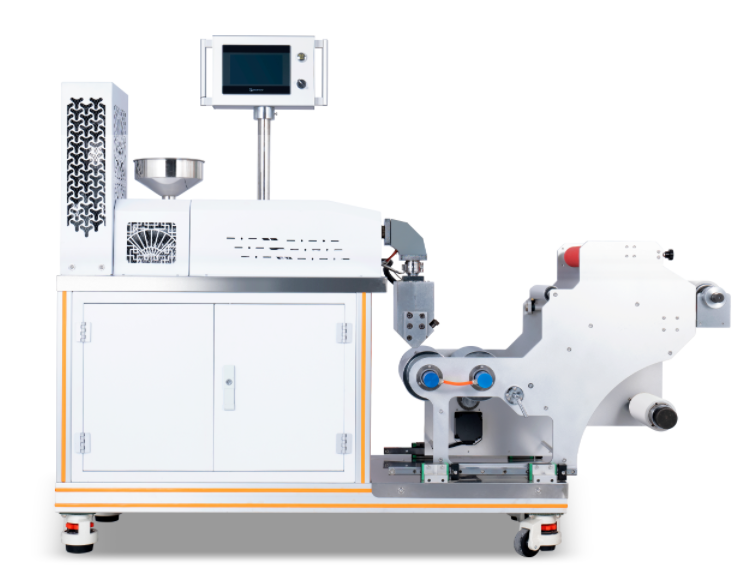
產品性能/特點
1. 采用伺服電機驅動,無級調速,塑化穩定、一致性好
2. 高強度伺服電機專用傳動箱,外觀精致、冷卻效果好
3. 高強度歐標一體化機架,輕便美觀,功能齊全、操作方便、節省空間
4. 基于計算機的測控系統與友好的操作界面,操控方便、功能更強大
5. 擠出系統等重要數據的實時測量與圖文顯示,觀測方便
6. 緊急停機裝置與各種安全保護為保障操作人員安全
薄膜流延成型工藝生產流程,其成型設備包括擠出機、擠出模具、換熱系統、薄膜測厚儀、電暈處理機、擺幅機構、切邊、多級牽引、卷取機構、電氣控制等。
擠出階段,主要包括擠出系統、分配器、模頭等。在該階段,將聚合物物料與添加劑按照配方混合,倒入料斗,通過擠出機內螺桿的轉動推動其前進,物料在機簡加熱以及剪切摩擦生熱的條件下溫度升高達到熔融塑化效果,經過柵板、分配裝置從平縫口模中擠出。
流延階段,包括流延輥、風刀、升降裝置、溫控系統等。在該階段,從模具出口擠出的薄膜經過一定的拉伸距離后貼合至流延輥進行冷卻定型,一般情況下會在薄膜兩側設置正、負壓風刀,以提高冷卻效率。
冷卻階段,薄膜經流延拉伸與流延輥接觸,從而冷卻定型。流延輥面溫度必須保持在合適的范圍,這就需要對輥面溫度進行監控和調整。
成型階段,流延膜經冷卻定型后,其結構尺寸基本不再發生變化,然后經過測厚裝置進行厚度測試。
產品集成了公司的精密擠出技術和吹膜成型技術,具有 操控調節方便性能穩定、原料適用性廣以及用料少,占地面積 小等優點,
特別適合實驗室使用環境,是企業和高校、研究院 所研發新材料、新配方、新工藝的有力工具。
溫馨提示:
? 由于客戶實驗要求不同,以上報價和參數均會有變動。
? 具體價格和詳細配置參數請電話聯系,謝謝!下單前請提前電話或在線咨詢!
想了解詳細報價及配置參數,請電話或微信聯系13634******
暫無數據!
 精密單層實驗室流延機的工作原理介紹?精密單層實驗室流延機的使用方法?精密單層實驗室流延機多少錢一臺?精密單層實驗室流延機使用的注意事項精密單層實驗室流延機的說明書有嗎?精密單層實驗室流延機的操作規程有嗎?精密單層實驗室流延機的報價含票含運費嗎?精密單層實驗室流延機有現貨嗎?精密單層實驗室流延機包安裝嗎?
精密單層實驗室流延機的工作原理介紹?精密單層實驗室流延機的使用方法?精密單層實驗室流延機多少錢一臺?精密單層實驗室流延機使用的注意事項精密單層實驗室流延機的說明書有嗎?精密單層實驗室流延機的操作規程有嗎?精密單層實驗室流延機的報價含票含運費嗎?精密單層實驗室流延機有現貨嗎?精密單層實驗室流延機包安裝嗎? 手機版:
手機版: